 EN
EN 英语
英语 中文简体
中文简体About jinhui
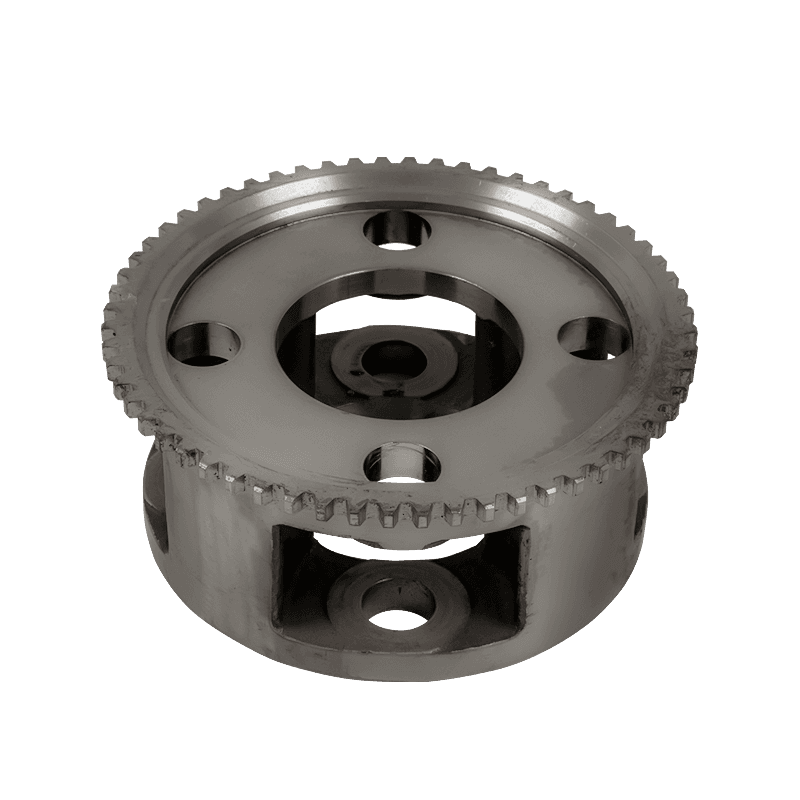
A professional and reliable manufacturer of casting parts
Ningbo Jinhui Precision Casting Co., Ltd. (Ningbo Minghui Metal Technology Co., Ltd.) is a joint-stock enterprise that integrates


The company has advanced casting production equipment and experimental testing equipment, and its products mainly
cover fields such as rail transit, new energy vehicles, and engineering machinery.


Jinhui Company has a history of over 20 years in producing railway rail transit products, mainly distributed in North America, European markets, and CRRC's heavy-duty freight trains and high-speed tra...


Jinhui Company has a history of nearly 10 years serving high-end customers both domestically and internationally in construction machinery. Its main products are excavators, loaders, mining machinery,...


The steel castings of American freight trucks that have been paired with Jinhui for many years have been recognized by customers for their stable quality, appearance size, high accuracy, and good cons...


The main product is marine rope buckles, which belong to high stress components. Through its own testing and research and development capabilities, Jinhui has mastered the data and information of cast...


Valves and other pressure vessel components are produced by Jinhui through advanced technology to ensure internal density of castings, avoid leakage risks caused by product quality, and maintain the s...

Ningbo Jinhui Precision Casting Co., Ltd. (Ningbo Minghui Metal Technology Co., Ltd.) is a joint-stock enterprise that integrates
The company has advanced casting production equipment and experimental testing equipment, and its products mainly cover fields such as rail transit, new energy vehicles, and engineering machinery.
Explore - more
Independent research and development, domestic innovation, and international level

No formaldehyde, no phenolic compounds, no waste sand, no wastewater, no toxic or harmful emissions.

The product performance is improved by more than 25% compared to other processes, with good appearance, quality, and high dimensional accuracy, up to CT8.

High production technology, low cost, equal requirements, product price advantage, up to 20%.

Rail Transit Casting is a vital component of the rail transit system, especially in the locomotive traction system, whic...
Construction machinery casting dimensional accuracy has a profound and extensive impact on the performance of constructi...

In order to prevent possible wear and fatigue of pump and valve castings during long-term use, regular inspection and ma...
The company adheres to the philosophy of quality, user, professional and efficient, and honest management, and has long-term cooperation with many well-known foreign enterprises.



Tel: +86-0574-65645501
Email: [email protected]
Fax: +86-0574-65645502
Add: No. 2088 Lingang Road, Xianxiang Town, Xiangshan County, Ningbo City, China
Copyright © Ningbo Jinhui Precision Casting Co., Ltd. All rights reserved.
 Precision Forging Parts Manufacturers
Precision Forging Parts Manufacturers